

对于无缝钢管焊管厂家直销大量现货产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:无缝钢管焊管厂家直销大量现货的图文介绍
改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



无缝钢管加工工艺与碳素钢对比有下列特性: (1)依据所浇钢材牌号的必须,对钢液的纯度、成份和浇筑溫度,尤其是营养元素成分的操纵,都规定做到标准值。因此特殊钢材轧钢务必配置炉外精练机器设备。 (2)连铸结晶器应选用高频、小震幅的震动。 (3)采用特性优良的维护渣和整个过程的维护浇筑,确保铸坯品质。 (4)******是应用大空间、深溶池,并砌有挡土墙、坝的正中间罐,充分运用正中间罐的冶金工业作用。 (5)应取用适合的耐火保温材料,以降低耗费和 钢的纯度。(6)选用连铸结晶器液位自动控制系统,降低液位起伏。 凝结沟在连铸结晶器内钢液液位波动的状况下能会出現。液位上升,不仅振痕间隔,振痕深层,并且还造成弯月面的溢流式,产生凝结沟。 无缝钢管表层的关键缺点是缝隙。缝隙来自连铸结晶器维护渣、参杂物和氩气汽泡被裹在凝结沟的正下方。为了更好地降低缝隙,不仅要降低振痕深层,也要凝结沟。



鹏鑫钢铁有限公司(苍南分公司)拥有专业的队伍,专业生产 无缝钢管,企业严把质量关,做到不合格不出厂。本公司始终恪守“诚信di yi、服务di yi”的经营理念,坚持以市场为导向,以客户为中心,以质量为企业命脉,以诚信为治企之本,坚持认真严谨的原则稳步进取,不断发展壮大。 鹏鑫钢铁有限公司(苍南分公司)始终让用户买得放心,用得称心。 服务于客户—密切联络客户,建立信息反馈网络,满足客户的需求,服务跟进。



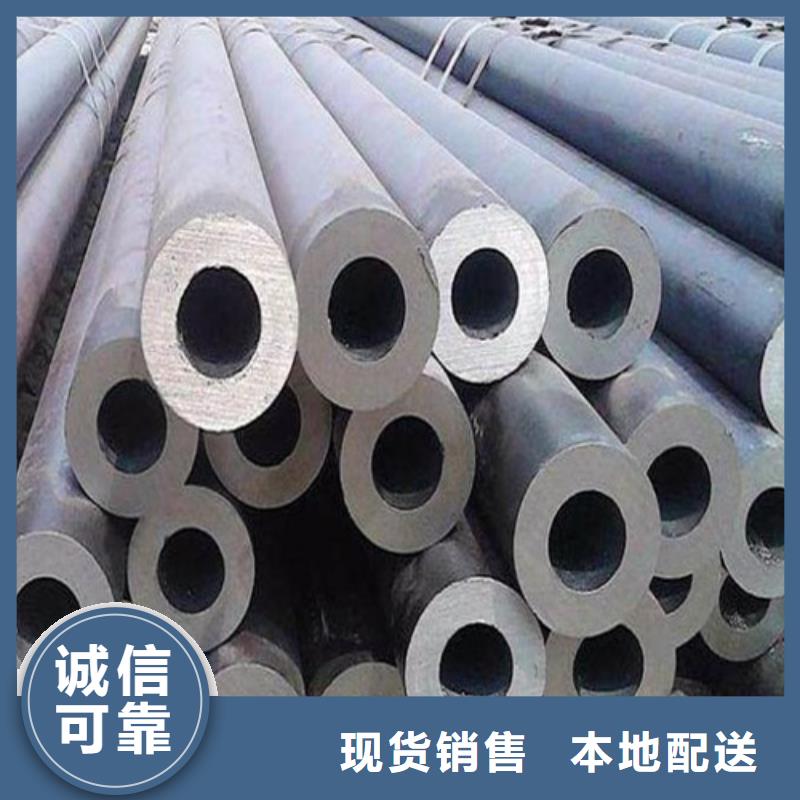
厚壁无缝管生产分冷拔和热轧,材质分为普通管,合金管。按照用途分为结构用无缝钢管; 输送用无缝钢管;锅炉用无缝钢管;锅炉用高压无缝钢管;化肥设备用高压无缝钢管;地质砖探用无缝钢管;石油砖探用无缝钢管;石油裂化用无缝钢管;船舶用无缝钢管;冷拔冷轧精密无缝钢管;各种合金管。 无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢等多种用途。厚壁无缝钢管的材质分为10#、20#、35#、45#、20Cr、40Cr、42CrMo、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo等。 厚壁无缝钢管分类——热轧厚壁无缝钢管、冷轧厚壁无缝钢管、冷拔厚壁无缝钢管、挤压厚壁无缝钢管、顶管钢管重量计算公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量) 厚壁无缝管不锈钢理论重量计算公式:(外径-壁厚)×壁厚×0.02491=KG/M(每米的重量) 厚壁无缝管合金钢理论重量计算公式:(外径-壁厚)×壁厚×0.02486=KG/M(每米的重量)


