
对钢管加工合金钢板源厂定制产品还心存疑虑吗?观看这个视频,我们的专业团队将为您详细解读产品的特点和优势,让您信心倍增。
以下是:钢管加工合金钢板源厂定制的图文介绍

商家工厂直营
我们用实力和品质说话
20#开平板
20#开平板的详细介绍
性能稳定物美价优

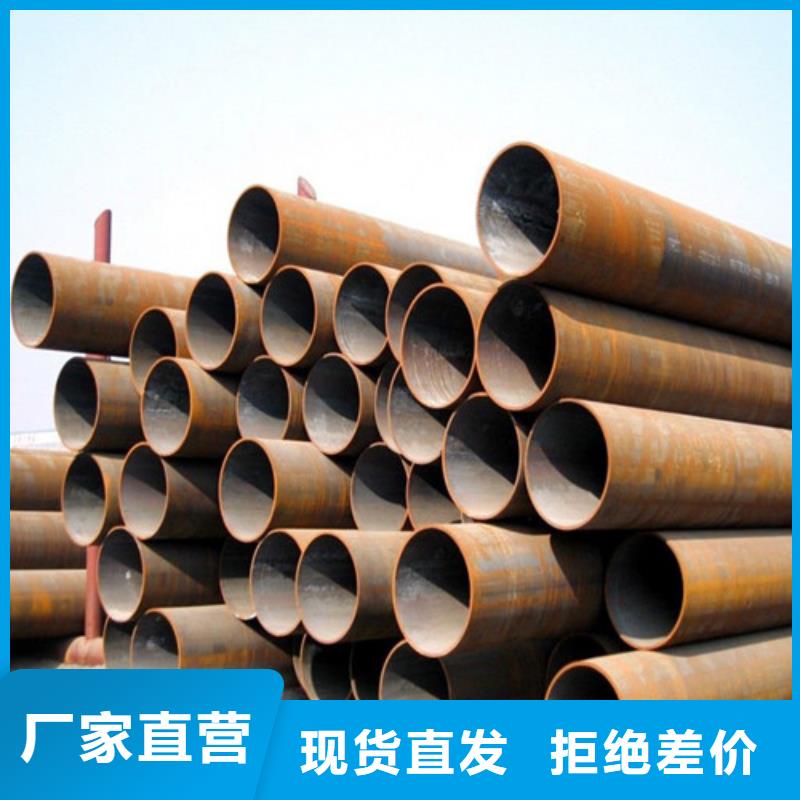
高压管是一种能够承受压力的管子,利用此管来输送液体,它的种类很多,有钢管,铜管,不锈钢管,及其他等等。主要用来制造高压及其以上压力的蒸汽锅炉管道等用的优质碳素结构钢、合金结构钢高压管。 和不锈耐热钢无缝钢管、这些锅炉管经党处于高温和高压下工作、管子在高温烟气和水蒸汽的作用下还会发生氧化和腐蚀,因此要求钢管有高的持久强度、高的抗氧化性能,并具有良好的组织稳定性。 高压管在液压助力转向系统转向油管开发过程中占据了重要的位置。 采用钢号有:优质碳素结构钢钢号有20G、20MnG、25MnG;合金结构钢钢号15MoG、高压管 20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等;有锈耐热钢常用1Cr18Ni9、1Cr18Ni11Nb高压管除保证化学成分和机械性能外,要逐根做水压试验,要作扩口、压扁试验。钢管以热处理状态交货。 此外,对成品钢管显微组织、晶粒度、脱碳层也有一定要求。 地质钻探及石油钻控用无缝钢管;为探明地下岩层结构、地下水、石油、天然气及矿产资源情况,利用钻机打井。 石油、天然气开采更离不开打井,地质钻控用石油钻探用无缝钢管是钻井的主要器材,主要包括岩芯外管、岩芯内管、套管、钻杆等。

PRODUCT DETAILS
产品细节
PRODUCT DETAILS

01
真材实料REALMATERIALS
精心选择优质材料制作而成,20#开平板规格多样可选,满足您的各种需求。

02
价格优势PriceAdvantage
厂家经验丰富,直接供货,20#开平板无二次销售环节,质量放心。

03
成熟工艺成熟工艺MatureTechnology
支持定做,十余年经验,20#开平板质量保障,出厂经过严格的质检。
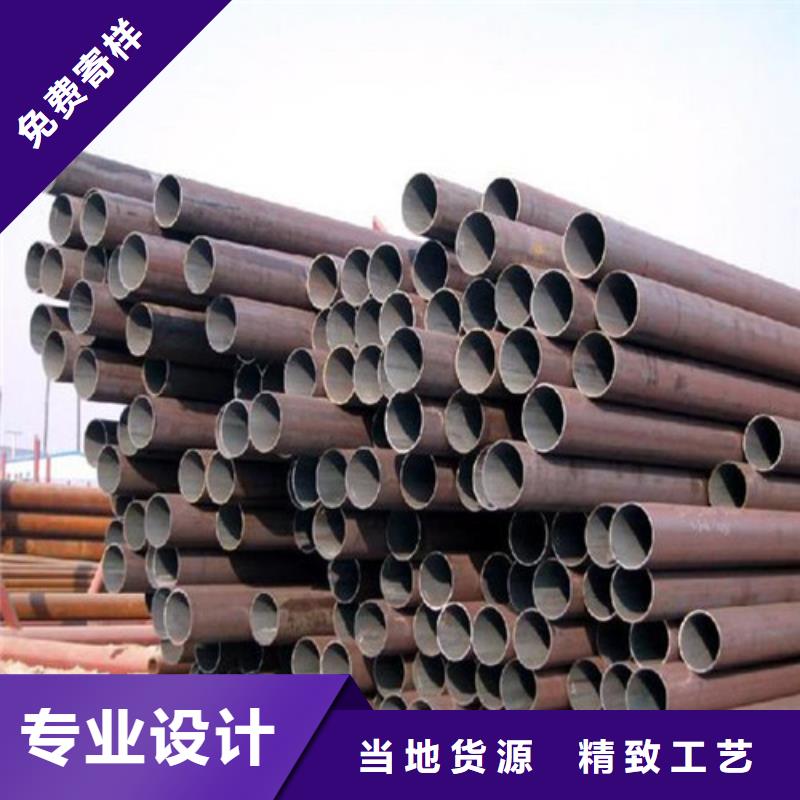
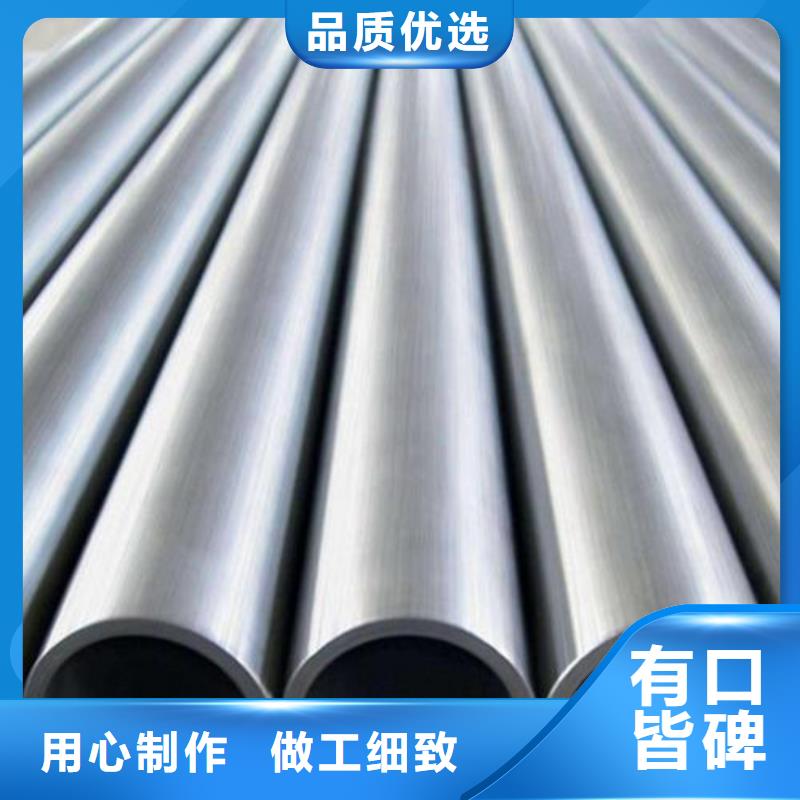
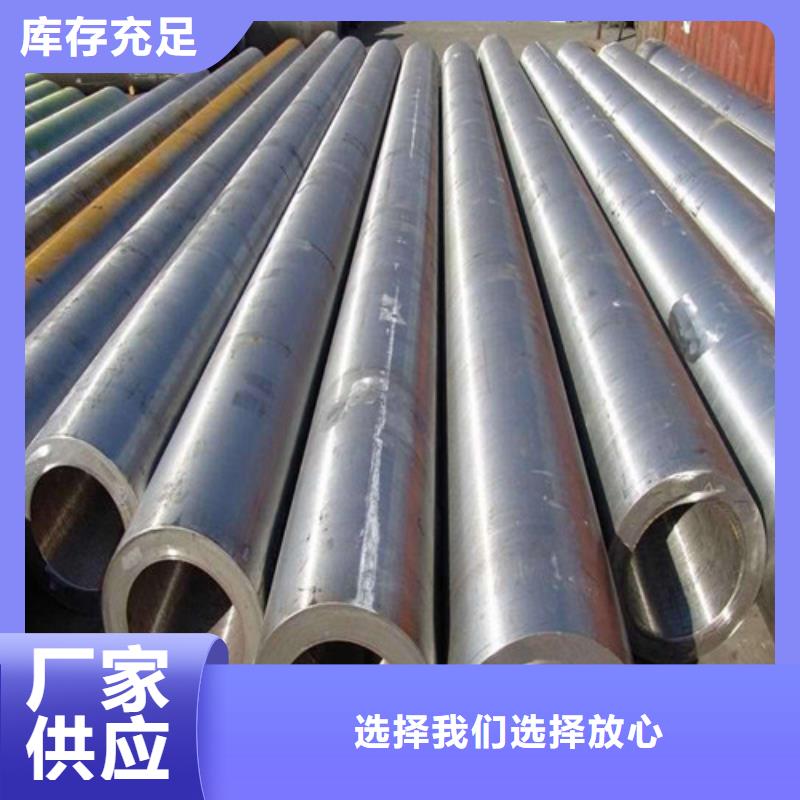
PRODUCT PHOTOGRAPH
产品实拍
PRODUCT PHOTOGRAPH






COMPANY PROFILE
公司介绍
COMPANY PROFILE

经过多年的不懈努力,新弘扬特钢(柯城区分公司)拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 20#开平板技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 20#开平板在各个领域的整体解决方案;