

联系我们

当前位置:
聊城 润星电力管材有限公司(盘锦分公司) >
盘锦当地今日热点
PE燃气管_阻燃绝缘电工保护管原厂制造
更新时间:2025-05-24 03:29:11 ip归属地:盘锦,天气:阴转晴,温度:14-24 浏览次数:3 公司名称:聊城 润星电力管材有限公司(盘锦分公司)
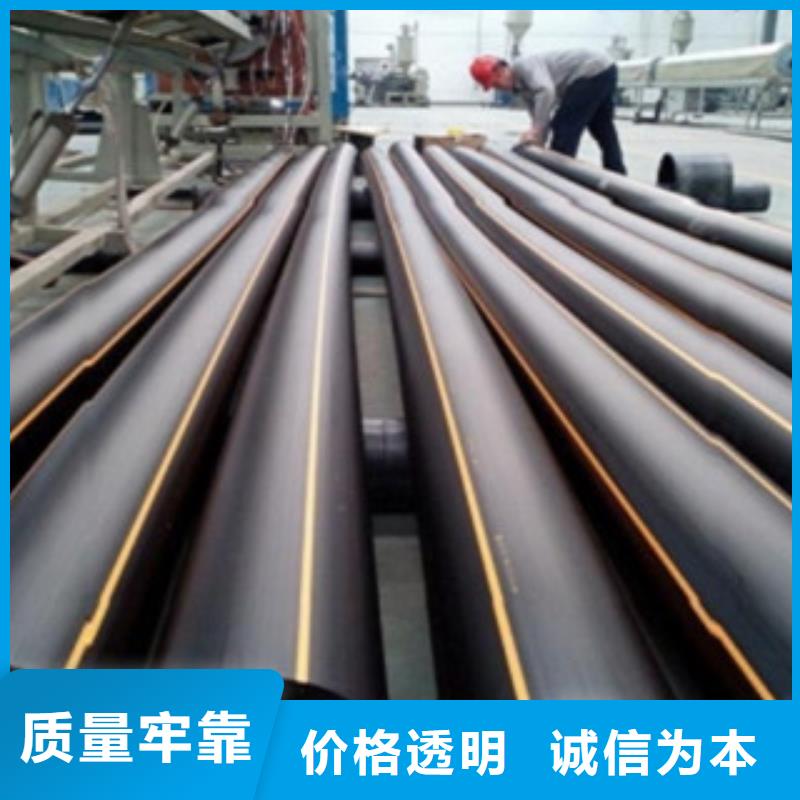
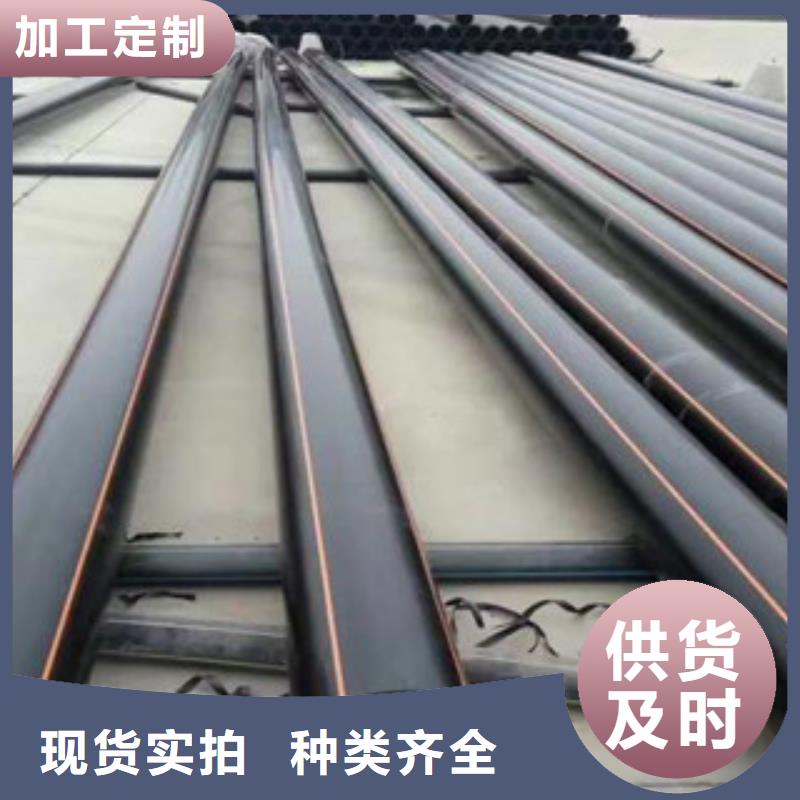
以下是:PE燃气管_阻燃绝缘电工保护管原厂制造的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 107 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:PE燃气管_阻燃绝缘电工保护管原厂制造的图文视频




PE燃气管_阻燃绝缘电工保护管原厂制造,润星电力管材有限公司(盘锦分公司)为您提供PE燃气管_阻燃绝缘电工保护管原厂制造,联系人:王经理,电话:18762195566、18762195566,QQ:292543758,请联系润星电力管材有限公司(盘锦分公司),发货地:塑料管材产业园。 辽宁省,盘锦市 2022年,盘锦市实现地区生产总值1394.3亿元,同比下降6.4%。
想要更直观地了解PE燃气管_阻燃绝缘电工保护管原厂制造产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:PE燃气管_阻燃绝缘电工保护管原厂制造的图文介绍
HDPE燃气管热熔对接是采用热熔对接焊机来加热PE聚乙烯管管端(热熔对接温度为210+10℃),待管端熔化后,迅速将其贴合,保持一定的压力,经冷却达到熔接的目的。适用管径范围:dn≥90mm。具体方法下面的文章为大家介绍。用电动旋刀分别将PE聚乙烯管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根PE管水材同时放在热熔器夹具上(夹具可根据所要安装的管径大小更换夹块),每根管材另一端用管支架托起至同一水平面。将电加热板升温至210℃,放置两管材端面中间,操作电动液压装置使两管端面同时完全与电热板接触加热。抽掉加热板,再次操作液压装置,使己熔融的两管材端面充分对接并锁定液压装置(防止反弹)。保持一定冷却时间松开,操作完毕。施工完毕,须经试压验收合格后,方可埋土投入使用。PE聚乙烯管在实际操作中有好几种对接方式,我们在实际操作中要按照相应步骤来进行。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。
HDPE燃气管自身原因损坏,造成的漏水机率很小。三分材料,七分安装。再好的产品,安装不好都会出问题。所以其安装是容易被忽视的一个环节,也是容易造成漏水问题的环节。HDPE燃气管接头漏水,90%以上是焊接操作问题,原因可能是:焊接时温度不够,管子加热还没完全熔化就焊接,焊接面没清理干净,上面有脏东西,焊接时候的焊接时间、参数不正确。
首先,是HDPE燃气管热熔工具的专业程度:对于热熔焊接而言,焊机的温度能否实现自动稳定地控制?对于机械连接而言,夹紧工具是否专业?夹紧力是否能得到定期调校?其次,操作工是否接受过正规培训?是否持证上岗?是否熟知规范要求,是否按照相关规范进行清洁、焊接或夹紧连接要点?这些都会导致安装效果上极大的差异。PE给水烯管在日常的使用中,需要对产品进行完善标准的安装流程,但是如果产品安装不好,就会造成漏水,这是操作人员需要认真了解的问题,才能保证产品的安装标准,使得设备的性能得以良好发挥。



PE燃气管生产厂家制造的产品种类是比较多的,为了可以发挥产品特点,我们需要对其它的性能进行了解,现在我们就来了解这方面的知识介绍吧?PE燃气管独特的柔韧性还使其能够有效的抵抗地下运动和端载荷。从表面上看,强强度和刚性方面,塑料埋地管不及水泥管及金属管道,但从实际应用看,塑料埋地管是属于“柔性管”,在正确设计和铺设施工下塑料埋地管是和周围土壤共同承受负载的。PE燃气管的压力松弛特性可有效地通过形变而消耗应力。为了确保产品的质量,是可以将其放置在有阳光的地方,可以有效的保证产品的质量,给我们带来极大的好处。
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。
PE燃气管自2017年始执行PE燃气管新标GB15558.1-2015,和老标准(GB15558.1-2003)相比,新标准将标准尺寸比SDR17.6修改为SDR17,增加了两个标准尺寸比:SDR21、SDR26,每种公称直径(dn20—dn630)的壁厚稍有增加,管身颜色变为黑色橘红色条(老标准为黑色黄条)。PE燃气管标准号:新标准GB15558.1-2015;老标准GB15558.1-2003。
PE燃气管道连接应采用电熔连接(电熔承插连接、电熔鞍形连接)或热熔连接(热熔承插连接、热熔对接连接、热熔鞍形连接),不得采用螺纹连接和粘接。PE燃气管道连接前应对管材、管件及设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方准使用。PE燃气管道不同连接形式应采用对应的专用连接工具。连接时,不得使用明火加热。PE管道与金属管道连接,必须采用钢塑过渡接头连接。1.热熔承插悍:用焊接设置装备部署将管材外外貌及管件内外貌同时加热至熔融状态后用外力将二者粘合在-起。2.热熔对接焊:将管材与管件端面加热至熔融状态,用机器外力交二者粘合在一起。3.电熔承插焊:管材与管件的毗连是通过管件内外貌预埋的电热丝经通电加热后。
PE燃气管施工的特点(1)工效高以PE200的施工为例,一般卡车可装200mΦ200PE管,卸放在管沟100m处。我们一个台班使用2台对焊机,将管子两两相连,待一定数量后,将管子在管沟旁边散开。再用一台焊机,将PE管接上后放入沟槽内。两台焊机一套人马可充分利用 个焊口的冷却时间,进行第二个焊口的操作,这种施工方法工效高,例如1998年在我市大渡口新城工地,该工程包括3958mΦ200PE管,Φ250PE管和2台Φ200PE阀门,全部采用对接焊,整个工程仅用了40天。如果该工程采用同口径的钢管,以一个台班、一个焊工每天焊接6个焊口计算,需3个月才能完成。如施工台班采取 搭配,效果更为理想。现仍以Φ200PE管为例。



润星电力管材有限公司(盘锦分公司)多年致力于 HDPE农田喷灌管产品研发,工艺先进、设备精良,选购 HDPE农田喷灌管,润星电力管材有限公司(盘锦分公司)。



在辽宁省盘锦市采购PE燃气管_阻燃绝缘电工保护管原厂制造请认准润星电力管材有限公司(盘锦分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-18762195566,QQ:292543758,地址:塑料管材产业园)。