



我们的弯管-O型弯管厂家直销货源充足视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:弯管-O型弯管厂家直销货源充足的图文介绍


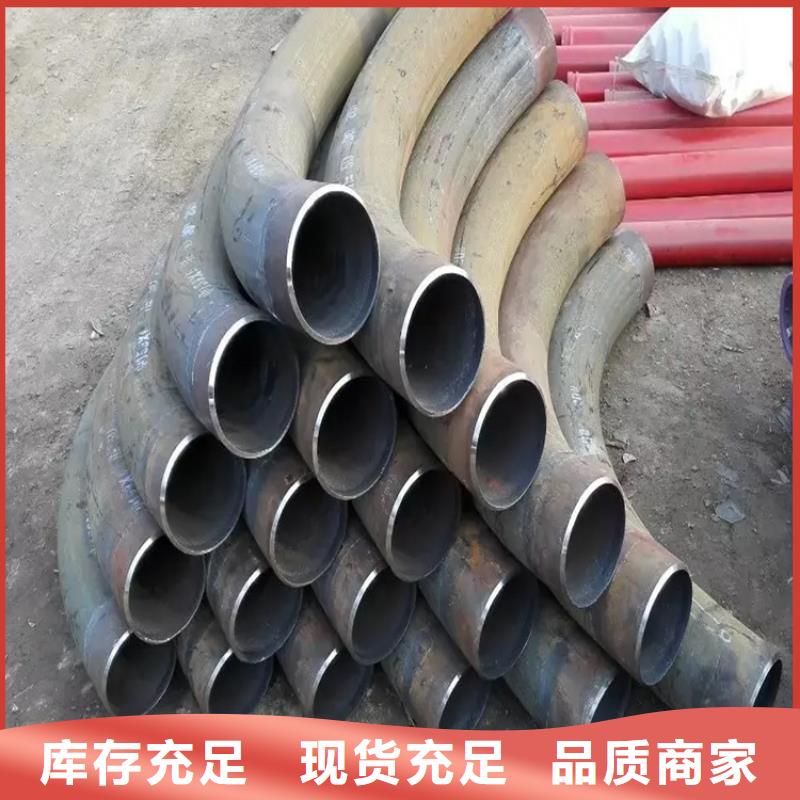
弯管加工全过程中,弯头的弯折反面壁厚被拉申变软,弯折凹面受挤压成型增厚;因为金属复合材料抗压能力能好于抗压强度特性,整体上管路被变长;管路弯折凸凹方位支承,侧边不支承,管路横截面变椭圆形。 为了保证弯管加工质量,弯头采用正向尺寸公差,在选择负向尺寸公差时,弯前水管壁厚应为设计墙壁厚度的1.06~1.25倍,弯曲半径越小,比例越大。髙压钢的弯曲半径应超过管经的5倍,其他应超过管经的3.5倍。电焊焊接无缝管弯折时,电焊焊接应在支撑力和地应力区周边。 不论是在人们的生活起居中還是工作上,在许多 地区都能够见到弯头的背影,在电力工程,原油,远洋航行,化工厂等行业的运用是十分普遍的,关键用于石油管道、集气站、打点滴等,在飞机场以及柴油发动机上更占据非常关键的影响力。在那么关键的应用状况下,弯管加工时的规范和政策法规是十分关键的。弯管加工务必按相关规范和政策法规生产加工,弯头要走明管,跨距和间隔要符合要求规定,不管弯管加工到哪种高宽比都不允许出現不稳定情况。弯管加工的原材料务必是经检测达标的,有形变,裂痕等缺点的弯头架杆,联接件和标准件禁止应用,弯头的标准件,联接件不可以焊接方式修补。 弯管加工的基本路面务必整平,压实,硬实,其金属材料基钢板务必整平,不可有一切形变,路面较绵软时务必应用扫地杆或垫块以扩大支承面和扩大可靠性。弯头上的起点、跳板务必铺装齐整,总宽,长短应保持一致。一切弯头上的起点、跳板务必固定不动坚固,服务平台表面不可有很大孔眼。



航萧管件有限公司(汉阳分公司)主营: 弯管.我公司以超前的产品创新能力,不断整合新技术、新工艺和自主技术与国际接轨,达到国内先进水平。公司自创办以来,一直坚持“服务好、质量好、价格公道、客户至上、服务周到、让利客户、薄利多销为原则,老实取信为宗旨”的经营理念,治理上坚持以人为本,服务贴心!



斜角弯管加工在防锈处理层面怎样清理和酸洗钝化,在我们的日常生活中,我们经常可以看到斜角弯头的影子,它应用于各个领域。但是,斜角弯头使用寿命的关键在于防腐涂层的类型、整体实际操作的质量以及相应的应用条件,这是对斜角弯头常规使用和使用寿命的直接危害。斜角弯管加工在防锈处理层面怎样做好干净和酸洗钝化 斜角弯头在防锈处理层面有下面三点必须需注意: 一、斜角弯头的日常清理: 当我们清理斜角弯头时,使用的有机溶剂应能够保证货物表面、植物油及其灰尘等残留物的合理去除,并保证斜角弯头表面的氧化皮和锈蚀也能合理去除整洁,终达到清洁的具体目的。 二、斜角弯头防锈处理专用工具: 斜角弯头在防锈处理层面,可以采用的专用工具有很多,可是其实真真正正能发挥效果的却很少,可以采用钢刷,随后对斜角弯头的外表开展持续的打磨抛光除铁锈,事实上在制造和生产的前期,就可以运用钢刷将材料表层的铁锈除去。 可是假如斜角弯头表层所形成的氧化皮十分的牢固得话,那麼运用钢刷以后的作用也不会太显著,并且也达不上顾客的有关规定,此刻就要调节除铁锈的有机溶剂和专用工具,由于并不是仅有一种成分会直接影响到斜角弯头的除铁锈实际效果。 三、对斜角弯头开展酸洗钝化: 斜角弯头在酸洗钝化上关键可以分成二种不一样的方法,一种是较为普遍的电解法方法,也有一种则是近几年较为常见的平常的有机化学方法,酸洗钝化的目标也是关键将斜角弯头表层的氧化皮,及其锈迹等开展除去,可是,有机化学的清理方法会产生一定的空气污染。 其实斜角弯头的防锈处理也有一种方法,就是用推进剂进行防锈处理,这种方法不仅可以合理地斜角弯头表面的锈迹、金属氧化物和废物,而且还可以提高斜角弯头所需的粗糙度,因为它具有一定的实际冲击效果。



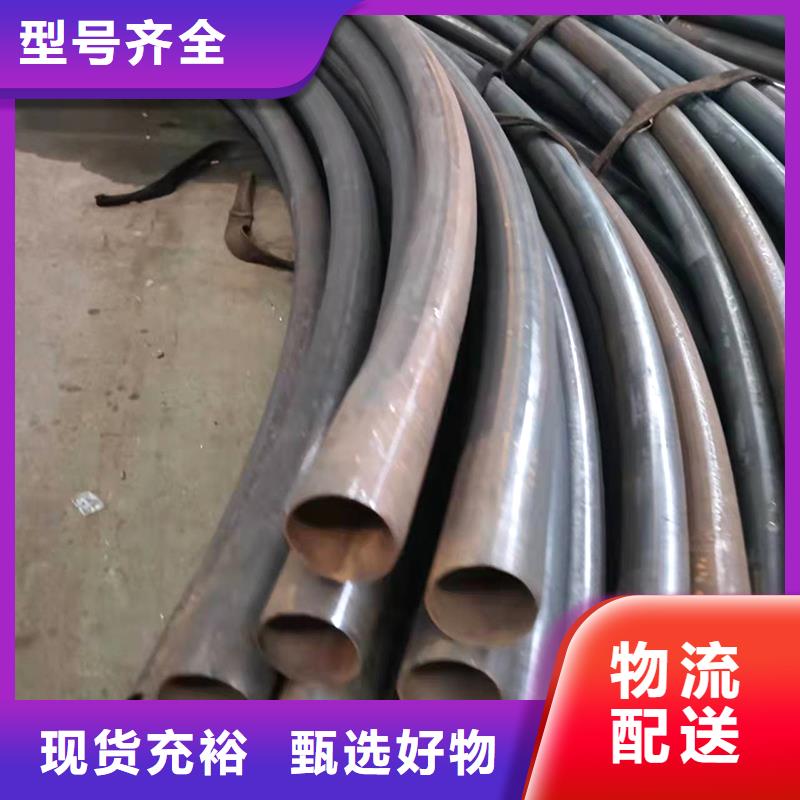
弯管加工中出现的问题有哪些原因。弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。 弯管加工中出现的问题有哪些原因 每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。 因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。 因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。

