



想要快速了解铸铁闸门钢制闸门专业厂家产品?视频给你直观的感受!
以下是:铸铁闸门钢制闸门专业厂家的图文介绍

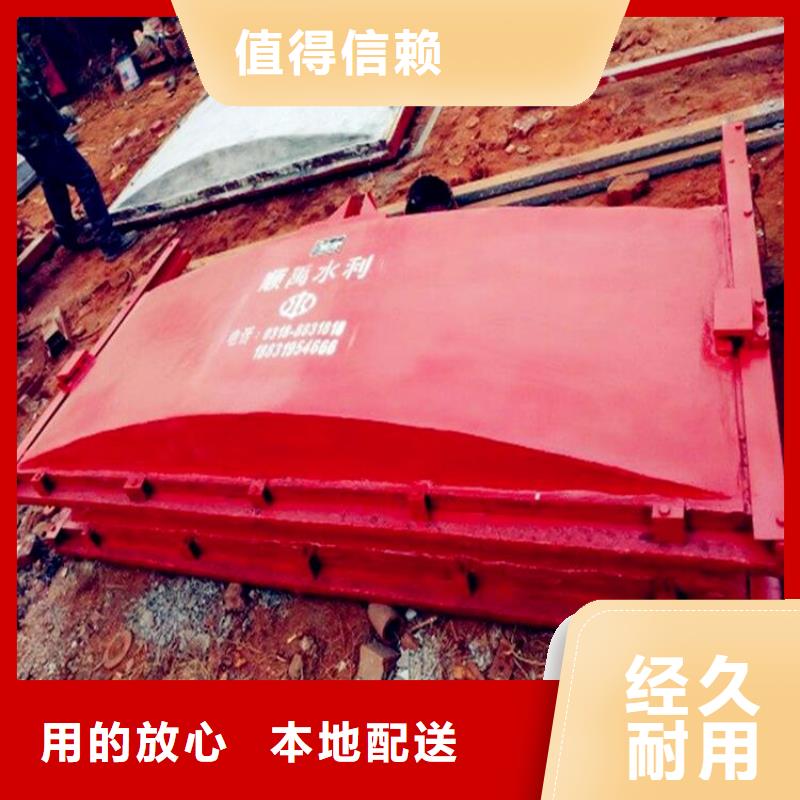
铸铁闸门使用和保养也会造成铸铁闸门变形。按理说,铸铁闸门安装时,铸铁闸门的门缝和板表面是一体安装的,辅助铸造方法(也可以一次安装并一体铸造),在浇筑之前,以密封止水面和侧向引导面为基准,将门框调节,固定并支撑在后表面上,而且为防止变形,铸铁闸门安装时还应密封浇铸浆料,以防止泄漏;但是,要是大家错误安装了铸铁闸门,再加上,水利水电工程的热性能,铸铁闸门和起重机被海水侵蚀,特别是已经运行了几十年的铸铁闸门,会不可避免地受到腐蚀、变形情况。所以,铸铁闸门安装时应正确安装,即准备一台吊车或者钩机用绳索把闸门吊耳进行连接然后把闸门放进闸槽里面,待闸门放进闸槽里面后,需要用水平尺来找平,进而做闸门的固定工作,闸门固定牢固后把两边支一下模板,千万注意不要让门板盖住模板,然后进行二期浇筑,浇筑完成后12小时提一下闸门看下是否二期混泥土浇筑到闸门上。好了,以上就是关于铸铁闸门变形的原因解释,希望大家能够了解,然后选择高质量的铸铁闸门,正确安装使用,才能更好地发挥其止水作用。


多年来完成了多个 球墨铸铁闸门订单。敢于承接急项目硬项目,从而实现了客户满意,并带动企业发展的目标。良好的 球墨铸铁闸门产品及满意的服务为公司赢得了更多客户的信任, 球墨铸铁闸门产品销售各地并不断承揽大型工程,是一家值得信赖的厂家。 润吉公司与客户,携手共同开拓进取,不断创新为环保事业做出大的贡献。让我们与客户共同发展、进步。




铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。
